
Keyhole Plasma

La sudarea cu plasmă arcul electric este constrâns de o duză de gaz răcită. Datorită arcului electric concentrat se elimină lucrările, consumatoare de timp, de pregătire ale rostului, cum ar fi la îmbinările în V sau în U. Aceasta conduce la economii de până la 30% cu materialul de adaos. În plus, vitezele de sudare mai mari economisesc timp și costuri asigurând, în același timp, o pătrundere mai adâncă. De asemenea, electrodul de wolfram, fiind înconjurat de gazul plasmagen, are o durată de viață mai lungă.
PlasmaModule 10 vă deschide accesul în lumea digitală a sudării cu plasmă. Acest accesoriu pentru reglarea digitală a gazului și controlul digital al arcului pilot conlucrează modular cu orice sursă Fronius digitală de sudare WIG, și reprezintă cheia pentru obținerea de viteze ridicate de sudare, a sudării fără stropi și a deformațiilor minime la sudare. Un sistem complet de sudare suplimentar, construit modular. Cu tot ce se înțelege prin acesta: de la sistemul de răcire până la managementul datelor. Pentru aplicații manual, mecanizate sau automatizate. Exact așa cum vă doriți.
- Un accesoriu ce poate fi montat ulterior pentru două sisteme complete de sudare
- Arc electric de plasmă puternic focalizat și concentrat
- Pătrundere mai adâncă, dar deformații minime
- Viteze de sudare cu până la 20% mai mari
- Fără pregătirea rosturilor, până la 30% mai puțin material de adaos
- Fără stropi și fără pori

Detalii produs
Exemplu sistem plasmă în gaură de cheie
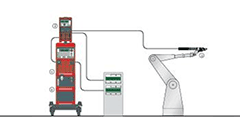
- Componentele sistemului: MagicWave/TransTig 4000/5000; PlasmaModule 10; Robacta PTW 3500; FK 9000-R (unitate de răcire);
- Mod de utilizare: Mecanizat
- Grosimea tablei: Până la 8 mm
- Curent de sudare: 3-500 A
Procesul de sudare cu plasmă - Concentrat pe rezultate de înaltă performanță
Sudarea cu plasmă este similară cu sudarea WIG. Diferența este că la sudarea cu plasmă arcul este constrâns de o duză de gaz răcită prin care este direcționat gazul de plasmă. Gazul de protecție curge prin exteriorul duzei de gaz pentru a asigura protecție optimă a sudurii.
Arcul astfel concentrat duce la focalizarea maximă a energiei, având ca efect pătrunderea adâncă în piesa de lucru ce poate fi egalată doar de sudarea laser. De asemenea, viteza de sudare este cu 20% mai mare decât la sudarea WIG mecanizată. Consecințele binevenite ale acestei tehnologii, și diferențele cele mai semnificative față de sudarea WIG sunt: eliminarea necesității pregătirii rostului, mai puțin material de adaos și durata viață mai lungă a consumabilelor. În procesul de sudare cu plasmă, aceste proprietăți se datorează plasmei în sine. Gazul rezultat este format din ioni negativi și pozitivi. Pentru formarea plasmei sunt necesare temperaturi foarte înalte, de până la 25.000 °C. Datorită concentrării arcului electric, energia termică introdusă este atât de precisă încât distorsiunea termică este mult mai mică decât la procedeul de sudare WIG. Avantajele sudării cu plasmă fac din aceasta procedeul ideal pentru aplicațiile cu cerințe stricte de calitate, precum lipsa totală de porozitate, aspect perfect al sudurii și zero stropi.
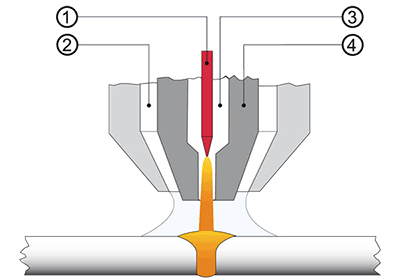
Gazul de plasmă constrânge arcul în duza de plasmă.
Avantajele rezultate sunt evidente: un arc electric stabil și o pătrundere adâncă.
- Electrod de wolfram
- Gaz de protecție
- Gaz de plasmă
- Duza de plasmă
Date tehnice
PlasmaModule 10
| Tensiune de alimentare | 230 V (+15% / -20%) |
| Curent arc pilot | 3-30 A |
| Debit gaz plasmagen | 0,990.2 – 10,0 l/min |
| Curent de sudare la 10 min / 40 °C | 100 % D.A. 30 A |
| Clasa de protecţie | IP 23 |
| Dimensiuni L x l x h | 505 / 180 / 344 mm |
| Greutate | 14,2 kg |
| Marcaje | S, CE |
Cere ofertă
Aflați oferta noastră de preț!
Accesați butonul de mai jos pentru a completa formularul de solicitare a ofertei sau sunați-ne la 0256 30 60 90.